Minőségi osztályok
Minőségi osztályok
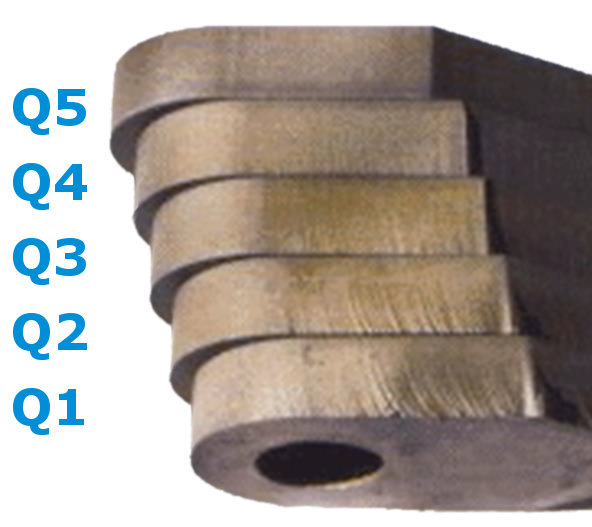
A vágási sebességtől függ:
- felületi minőség
- méretpontosság
- kúposság
| Minőségi | Besorolás | Felületi érdesség Ra* | Pontosság (mm) | Kúposság | ||
|---|---|---|---|---|---|---|
| osztály | felület felső része - a vízsugár belépési síkja | felület alsó része - a vízsugár kilépési síkja | felület felső része - a vízsugár belépési síkja | felület alsó része - a vízsugár kilépési síkja | ||
| Q5 | finom | 3,2 alatt | kb. 3,2 | +/-0,1 | +/-0,1 | csekély |
| Q4 | jó vágás | kb. 3,2 | kb. 6,3 | +/-0,1 | +/-0,2 | kevés |
| Q3 | közepes vágás | kb. 4,0 | 12,5-ig | +/-0,15 | anyagvastagságtól függ | érzékelhető |
| Q2 | durva | kb. 4,0 | 25-ig | +/-0,2 | anyagvastagságtól függ | jól érzékelhető |
| Q1 | darabolás | kb. 4,0 - 6,3 | 40-ig | +/-0,2 | anyagvastagságtól függ | jelentős |